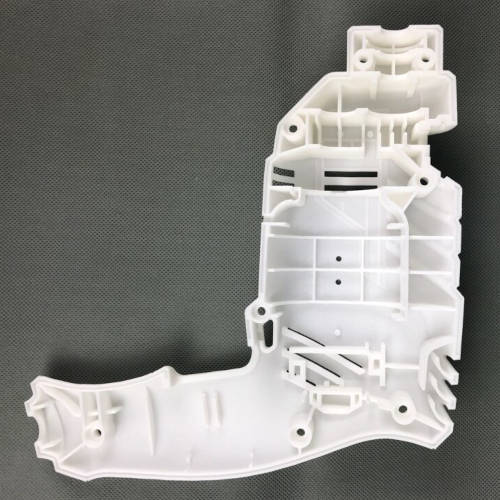

在智能硬件与工业设备迈向集成化、精密化的今天,产品外壳早已突破“包装盒”的简单定义。它既是承载电子元件的结构骨架,又是散热系统的关键通道,更是品牌美学的直接载体。
然而,当设计师试图追求更优的人机交互、更紧凑的内部堆叠时,往往陷入一个尴尬境地:结构设计越理想,传统工艺的实现难度越大,甚至根本无法制造。
作为深耕增材制造领域的无锡3D打印服务商,我们深知复杂外壳传统制造过程中的种种问题,下面将直面这些痛点,解读3D打印技术如何从底层逻辑上重构复杂外壳的制造路径。
痛点一:内部结构的“鬼斧神工”,遭遇脱模的“一刀切”限制
制造困局:
传统注塑工艺的基础是模具开合与顶出。这意味着,外壳内部但凡有一处倒扣、一个内凹的卡扣、或是一道非垂直方向的加强筋,都必须设计复杂的滑块、斜顶机构。这不仅大幅推高模具成本,更可能导致模具结构过于脆弱,影响寿命。更棘手的是,许多为了优化空间利用率而设计的异形内部结构,往往因“无法脱模”而被直接否决。
3D打印破局:
3D打印采用逐层堆积的增材逻辑,彻底取消了脱模斜度的概念。
· 随形内部特征: 无论内部结构多么复杂,哪怕是螺旋形的走线槽、球形的容纳腔,只要3D模型能设计出来,即可一体成型。
· 活动机构直接打印: 针对复杂外壳中需要包含活动铰链或卡扣的结构,SLS(选择性激光烧结)技术甚至可以直接打印出包含装配关系的整体外壳,无需后续组装。
痛点二:精密装配的“千分之一毫米”,遭遇试装的“尺寸失真”
制造困局:
复杂外壳往往意味着复杂的装配关系——多个壳体通过复杂的卡扣迷宫扣合,PCB板通过多个异形定位柱固定。传统CNC手板由于是切削加工,虽然精度尚可,但受限于刀具路径,无法真实还原注塑件的表面质感与细小特征(如0.3mm以下的薄壁筋位)。这导致手板装配严丝合缝,但开模出来的产品却因缩水率计算偏差或熔接线强度不足而频繁“翻车”。
3D打印破局:
工业级3D打印(如MJF、SLS)采用与注塑相近的工程塑料(如PA12、PA11),其材料收缩率更接近真实生产状态。
真实装配验证: 我们可以在最终开模前,提供高精度的功能性原型。这些原型不仅能验证尺寸,更能真实测试复杂卡扣的反复插拔寿命和薄壁结构的承压能力,将设计缺陷暴露在开模之前。
痛点三:散热与电磁兼容的“物理难题”,遭遇结构的“孤立无援”
制造困局:
随着设备功率密度提升,散热成为外壳设计的核心痛点。传统工艺中,散热结构仅限于平面的鳍片或简单的冲孔。如果设计师想设计一种随形的、贴合热源的3D立体散热流道,或者集成了电磁屏蔽纹路的内腔结构,传统加工方式几乎无法实现。
3D打印破局:
增材制造让“结构功能一体化”成为现实。
随形散热结构: 我们曾为客户打印集成有内部三维网格结构的散热外壳,大幅增加了与空气的接触面积,散热效率较传统鳍片提升数倍。
集成式屏蔽: 通过双材料打印或在打印后结合化学镀工艺,可以将电磁屏蔽层直接集成到复杂外壳的内壁上,无需额外安装屏蔽罩,为内部高集成度器件腾出宝贵空间。
痛点四:小批量试产的“两难境地”,遭遇高昂的“沉没成本”
制造困局:
对于一款结构复杂的创新产品,市场前景尚不明朗。若直接投入数十万甚至上百万开模,一旦市场反馈不佳,模具费即成沉没成本;若仅做几只CNC手板,又无法满足小范围公测或众筹发货的需求。传统工艺在“几十套”这个需求量级上,始终存在成本黑洞。
3D打印破局:
无论是50套还是200套的复杂外壳,我们均可直接投产。单件成本不受起订量影响,且无需承担模具费用。这对于医疗器械取证阶段的临床试验设备、或高端工业设备的前期交付,具有极高的经济价值。
无论您的产品外壳面临的是结构干涉、散热瓶颈还是快速迭代的压力,欢迎您随时联系无锡3D打印厂家——麦客信息:18042677785(贾经理)与我们探讨。我们将凭借十余年的复杂案例处理经验,为您提供从原型验证到小批量生产的全流程解决方案。