
在铸件生产现场,质量检测往往是一个“隐形瓶颈”——一个中等复杂的铸件,从装夹、找正、手动采点到数据分析,传统三坐标或卡尺测量动辄需要30分钟甚至数小时。而一旦发现超差,返工、模具修正等后续流程将被严重拖累。而采用无锡三维扫描技术,从扫描到生成首份检测报告,能在10分钟内完成。
传统检测的耗时主要来自三个环节:
1. 工件装夹与找正:需要反复调整工件位置,确保测量基准与设计基准对齐。
2. 离散采点与编程:CMM需要手动或离线编写测量路径,每个特征(孔、面、棱线)逐一触测,复杂曲面几乎难以完整覆盖。
3. 数据后处理:测量点与CAD模型比对、偏差计算、输出报表,通常需要人工二次整理。
而三维扫描的技术路径完全不同:先获取全表面点云,再统一对齐分析。扫描本身是“无接触、全视野”的,不依赖探针逐点触碰,也不要求工件绝对摆正。
以我们为某液压铸件客户提供的服务为例来解析三维扫描方案的流程(铸件尺寸约400×300×200mm,含复杂油道和螺纹孔):
· 第0-1分钟:喷涂显影剂(针对高反光铸铝件),放置磁性编码点(若采用手持激光扫描,无需贴点)。
· 第1-4分钟:手持激光三维扫描仪绕工件走两遍,获取完整三角网格模型,分辨率0.1mm,整体精度0.03mm。
· 第4-6分钟:在检测软件中一键与原始CAD模型对齐。采用最佳拟合对齐或基准特征对齐(RPS),无需人工反复调整。
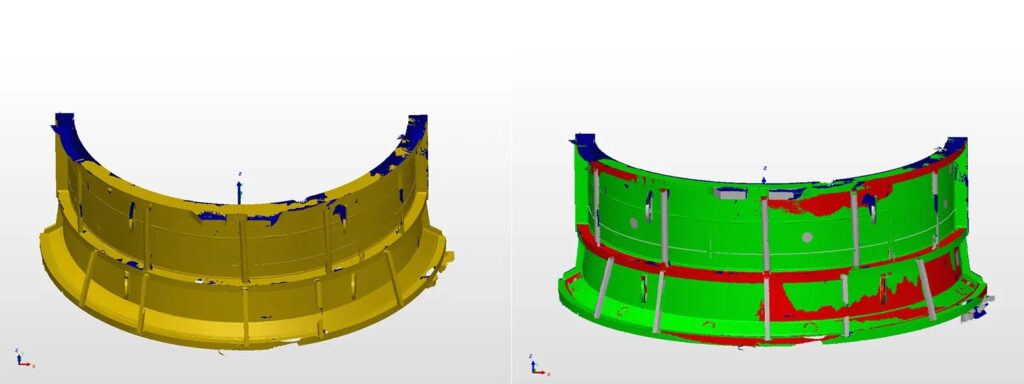
· 第6-8分钟:自动生成偏差彩图(色谱图),并批量提取关键尺寸——孔径、边距、平面度、壁厚等。预设的测量模板会直接标注超差点。
· 第8-10分钟:一键输出PDF报告,包含偏差彩图、关键尺寸列表、合格/不合格判定、扫描数据截图。如需更详细的分析(如截面轮廓),额外增加1-2分钟。
整个过程不需要熟练的CMM编程工程师,也不需要复杂的夹具。一名普通技术员经过两天培训即可独立完成。
铸件三维扫描方案-值得客户关注的三个深层价值
1. 全表面检测,不再“抽样靠运气”
传统检测只能测量数十到数百个离散点。而三维扫描可以在10分钟内获取数百万个点,覆盖铸件的每一个曲面、倒角、加强筋。很多客户靠扫描才发现:以往“合格”的铸件,其实在非关键面存在局部缩孔或变形——这些缺陷在某些应用场景下会引发装配或疲劳问题。
2. 首件验证周期大幅缩短,直接推动交付速度
对于小批量多品种的铸造厂,首件检测是决定能否批量生产的“闸门”。原来等CMM报告要半天,现在现场10分钟出结果,发现偏差后立即调整模具或工艺参数。有客户反馈:新产品开发周期从4周压缩到2.5周,其中节省的时间主要来自检测等待。
3. 可追溯、可存档的数字化模型
三维扫描不仅生成报告,还留下完整的3D数字模型。当三个月后客户追问“这批铸件某尺寸到底有没有问题”时,无需再翻纸质记录——直接调出当时扫描的网格数据,重新测量任意位置。这是传统量具无法提供的追溯能力。
三维扫描适用哪些铸件?有什么限制?
三维扫描尤其适合:
· 复杂曲面、自由曲面铸件(如泵体、涡轮壳、歧管)
· 大型铸件(1米以上可采用大空间扫描,全程约15-20分钟)
· 薄壁、容易变形的铸件(无接触力,不会引起形变)
· 需要与数模精确比对、输出彩色偏差图的场合
少数情况下无法10分钟完成:
· 深孔、细长管内壁(需配合内窥扫描或工业CT)
· 镜面抛光或无特征高反光面(需显影预处理,增加2-3分钟)
· 超大型铸件(3米以上,需要拼接多站数据,约20-30分钟)
作为专业无锡三维扫描服务商,我们可以根据您的需求提供最适合的扫描方案,全国各地支持上门扫描,咨询合作请随时拨打电话:18042677785(贾经理)